
Configuration of your CNC Router is the Most Important Aspect of your CNC Purchase.

As represented by the extreme difference between the first two photos on this page, there is a vast array of endless features and options that you can get on your next CNC Router. Determining the proper configuration that best suits your needs based on the EXACT production you require is the most difficult part of the process.
I am including the basic information to help you determine this aspect.
You should begin by defining your production into Annual, Quarterly and Monthly requirements this will define the overall though put on this machine. You can think of this production in terms of actual pieces needed over time or the raw material required to produce your parts. For example, if you are a kitchen cabinet maker, you may say we produce 40 high end kitchens or 1,600 cabinets per year. This would extrapolate down to 400 cabinets per quarter or 134 cabinets per month. For kitchen cabinets there is a direct correlation between the number of boxes you make and the number of sheets of plywood needed.
The raw material (sheets of plywood) for this production would be approximately equal to 1,600 sheets per year of 400 sheets per quarter or 134 sheets per month. Lets leave some room for down time and increase the through put to 140 sheets per month and look at 35 sheets per week or approximately 8 sheets per day. Daily production, at this level, would never work out to look like 2 sheets per hour but it does let you know at this level of demand exactly how many sheets will need to processed on the shop floor each day in order to his your demand of 40 cabinets per kitchen.
** Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
I am including the basic information to help you determine this aspect.
You should begin by defining your production into Annual, Quarterly and Monthly requirements this will define the overall though put on this machine. You can think of this production in terms of actual pieces needed over time or the raw material required to produce your parts. For example, if you are a kitchen cabinet maker, you may say we produce 40 high end kitchens or 1,600 cabinets per year. This would extrapolate down to 400 cabinets per quarter or 134 cabinets per month. For kitchen cabinets there is a direct correlation between the number of boxes you make and the number of sheets of plywood needed.
The raw material (sheets of plywood) for this production would be approximately equal to 1,600 sheets per year of 400 sheets per quarter or 134 sheets per month. Lets leave some room for down time and increase the through put to 140 sheets per month and look at 35 sheets per week or approximately 8 sheets per day. Daily production, at this level, would never work out to look like 2 sheets per hour but it does let you know at this level of demand exactly how many sheets will need to processed on the shop floor each day in order to his your demand of 40 cabinets per kitchen.
** Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Your Production Demands will Determine Your CNC Configuration.

|
|

|

|
Is floor space an issue?

If you have limited floor space will effect the machine design?
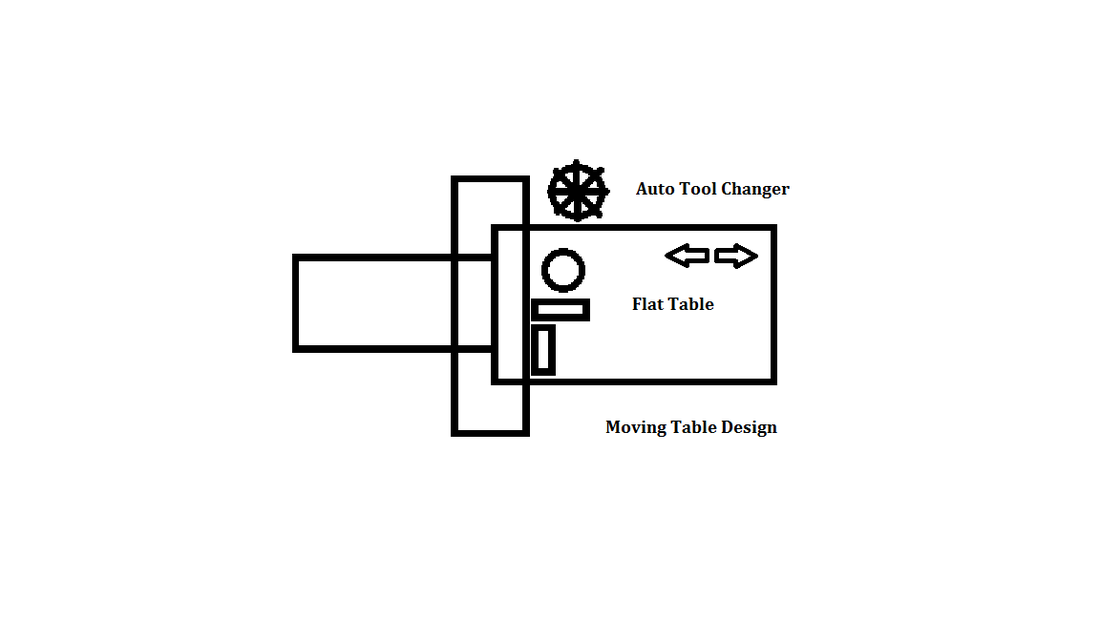
In many cases, a moving table design will take up two times more floor space than a moving bridge type machine.
You can see in this photo how the base must extend under the bridge to accommodate the extra travel for the table to move past the heads which, in this case only move from left to right.
Of course, there are extenuating circumstances that weigh in on this subject as well.
Such as the level of accuracy needed for your production. A moving table, typically, offers more accuracy than a moving bridge design.
A rule of thumb for wood factories might be that a nesting machine need not be a moving table design as the accuracy needed for raw sheets of plywood is not as great as the need of accuracy for cutting solid surfaces for example.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
In many cases, a moving table design will take up two times more floor space than a moving bridge type machine.
You can see in this photo how the base must extend under the bridge to accommodate the extra travel for the table to move past the heads which, in this case only move from left to right.
Of course, there are extenuating circumstances that weigh in on this subject as well.
Such as the level of accuracy needed for your production. A moving table, typically, offers more accuracy than a moving bridge design.
A rule of thumb for wood factories might be that a nesting machine need not be a moving table design as the accuracy needed for raw sheets of plywood is not as great as the need of accuracy for cutting solid surfaces for example.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
"Flat Bed" CNC Routers or "Pod & Rail" Point to Point Machines?

The basic difference between these two types of CNC machines is the method for holding down parts.
All of the photos on this page except for the one being shown to the left, are of "flat bed" style machines.
The picture shown to the left is of a "pod & rail" type machine. The long "rails" with blue ends are movable to the left and right to change the location of the "pods", which set on top of the "rails", to the left and the right while the pods can be moved to the front and the back of the rails. Your parts sit on top of the pods and are held down via vacuum introduced to the top of the pods and sealed by rubber gaskets on the edges of the pods.
This system my also incorporate "mushroom" clamps to aid in holding down smaller parts.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
All of the photos on this page except for the one being shown to the left, are of "flat bed" style machines.
The picture shown to the left is of a "pod & rail" type machine. The long "rails" with blue ends are movable to the left and right to change the location of the "pods", which set on top of the "rails", to the left and the right while the pods can be moved to the front and the back of the rails. Your parts sit on top of the pods and are held down via vacuum introduced to the top of the pods and sealed by rubber gaskets on the edges of the pods.
This system my also incorporate "mushroom" clamps to aid in holding down smaller parts.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Do you need a second router motor?

If you have a high volume of the exact same parts you can find a machine with two router motors that can cut 2 parts, or more, at the same time.
I have sold new machines with as many as 16 router motors on board. So the "lot" size of identical parts is a big factor in machine configuration.
However, you must account for the over all table space to cut two parts or three parts side by side. Machines capable of cutting two or more parts at a time are often floor space hogs to support the additional stroke needed to get all of the heads to all parts of the table when needed.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
I have sold new machines with as many as 16 router motors on board. So the "lot" size of identical parts is a big factor in machine configuration.
However, you must account for the over all table space to cut two parts or three parts side by side. Machines capable of cutting two or more parts at a time are often floor space hogs to support the additional stroke needed to get all of the heads to all parts of the table when needed.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Do you need a tool changer?

If your production has single parts which requires more than one router bit to complete you either need more than one router or a automatic tool changer.
There are different kinds of tool changers to think about as well. The "bar" style tool changer and the "Rotary" style tool changers both provide a parking garage for additional tools but the "bar" stile takes much more time to make a tool change.
There are several types of rotary tool changers and most ride along with the head but there are some manufacturers that set them off to the side of the bridge and the router must move to make a tool change.
The advantage to this is that you can house many more tools in the magazine but it will take longer to have the router travel to the tool change magazine each time.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
There are different kinds of tool changers to think about as well. The "bar" style tool changer and the "Rotary" style tool changers both provide a parking garage for additional tools but the "bar" stile takes much more time to make a tool change.
There are several types of rotary tool changers and most ride along with the head but there are some manufacturers that set them off to the side of the bridge and the router must move to make a tool change.
The advantage to this is that you can house many more tools in the magazine but it will take longer to have the router travel to the tool change magazine each time.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Do you need a drill or a multi-spindle drill bank?

If your production has a lot of drilled holes adding a single drill or a multi-drill bank for line boring 32mm holes, may speed up production cycles.
Most multi-spindle drill heads have the center line of the drills on 32mm centers but some are not and are used just to store additional drill sizes.
There are straight heads with 5, 7, 9 and 11 drill in a row, "L" shaped heads and "T" shaped heads that have 2 rows of drills each in alignment with each horizontal axis.
Many times, as with the photo in this section, drill heads will also have horizontal drills and even saw blades.
While drilling as many 9 holes at one time is much faster than drilling one hole at a time the need for the speed just is not required. The example of the cabinet maker cutting 2 sheets per day could use the multi spindle drill head but it just is not required to get that level of production finished.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Most multi-spindle drill heads have the center line of the drills on 32mm centers but some are not and are used just to store additional drill sizes.
There are straight heads with 5, 7, 9 and 11 drill in a row, "L" shaped heads and "T" shaped heads that have 2 rows of drills each in alignment with each horizontal axis.
Many times, as with the photo in this section, drill heads will also have horizontal drills and even saw blades.
While drilling as many 9 holes at one time is much faster than drilling one hole at a time the need for the speed just is not required. The example of the cabinet maker cutting 2 sheets per day could use the multi spindle drill head but it just is not required to get that level of production finished.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Can you benefit from a 2nd table?

A 2nd table area can help you speed up cycle times if your load and unload time takes less than your cut time. What this means is that lets say that a particular "cut" time is 15 min. and it take 15 min. to unload the finished parts, clean the table and load new stock. A single table machine would require 30 min. to complete one cycle where a double table machine will hide the "unload" and "load" time reducing the over all cycle time to just 15 min., in the same case.
Typically, the longer the cut time the greater need for a second table, however, there is a point of diminishing returns. At some point instead of a single machine with a second table, a second machine will be of much greater value when the "cut" time is excessive.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
Typically, the longer the cut time the greater need for a second table, however, there is a point of diminishing returns. At some point instead of a single machine with a second table, a second machine will be of much greater value when the "cut" time is excessive.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
The Specific kind of vacuum system do you need will effect the configuration.

Nesting MDF or plywood sheets requires a different vacuum pump and system then a company making dinning room furniture.
You will need to know if you will require "pods" for some of your production and how you will change from nesting full sheets to using pods for solid parts.
Pods for parts that have horizontal routing or heavy shapes on the edges will require tools that need to reach below the bottom edge of the part. These parts must be positioned on top of pods that are typically 2" to 3" tall.
The over all height of the parts sitting on top of the pods may be higher than some machines can handle so the Z axis cutting capacity and the "day light" under the bridge becomes a very important aspect of the configuration.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
You will need to know if you will require "pods" for some of your production and how you will change from nesting full sheets to using pods for solid parts.
Pods for parts that have horizontal routing or heavy shapes on the edges will require tools that need to reach below the bottom edge of the part. These parts must be positioned on top of pods that are typically 2" to 3" tall.
The over all height of the parts sitting on top of the pods may be higher than some machines can handle so the Z axis cutting capacity and the "day light" under the bridge becomes a very important aspect of the configuration.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
How big are the tools that you will be using?

The size of the tool does make a difference to the machine configuration and the type of tool "holder" needed to support the weight and diameter of any heavy or oversize tools that may be in your future.
ISO 30 holders, as pictured here, are capable of large tools but the HSK holders can handle larger and heavier tools if you need it.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com
ISO 30 holders, as pictured here, are capable of large tools but the HSK holders can handle larger and heavier tools if you need it.
**Should you require additional assistance with any of these points please feel free to contact us directly by sending an email to info@autom8ion.com